
����PC�������A�ƯB�ϰ����a(ch��n)��
�l(f��)�����ڣ�2023-05-10 09:52 ���ߣ����{
�b��ʽ�����Y(ji��)��(g��u)�������M���A����Ҫ��ͨ����r�£�ˮƽ��(g��u)�������A�Ƙ�(g��u)������֧ģ�đ��ñ�������70%���A�ƯB�Ϙǰ�����ˮƽ��(g��u)��������Ҫ�IJ�Ʒ�����F(xi��n)���OӋ�˜ʻ��c���a(ch��n)����������һ���ı�Ҫ�ԡ�
һ���F(xi��n)�A���A�ƯB�Ϙǰ��OӋ���a(ch��n)����Ҫ���������}��
1���b��ʽ�����ڽ��������OӋ�r���g�ߴ�N��^�࣬���܌��F(xi��n)ģ��(sh��)�����˜ʻ��OӋ�����½Y(ji��)��(g��u)����OӋ�A���A�ƯB�Ϙǰ�N��^�ࡣ
2���F(xi��n)�A���A�ƯB�Ϙǰ����OӋ�ϲ��o�y(t��ng)һ�˜ʻ���ַ��������²�ֺ�įB�Ϙǰ�N��࣬ͬ�r����һЩ�A�ƯB�Ϙǰ�ߴ��^���ܝM���A�Ƙ�(g��u)���S���a(ch��n)���\ݔ�l����
3����ͬ���H�����Ŀ֮�g�A�ƯB�Ϙǰ�N���ͬ���^�ͣ������A�ƯB�Ϙǰ�ģ��������ͨ���ԣ�������a(ch��n)�ɱ����������a(ch��n)Ч�ʡ�
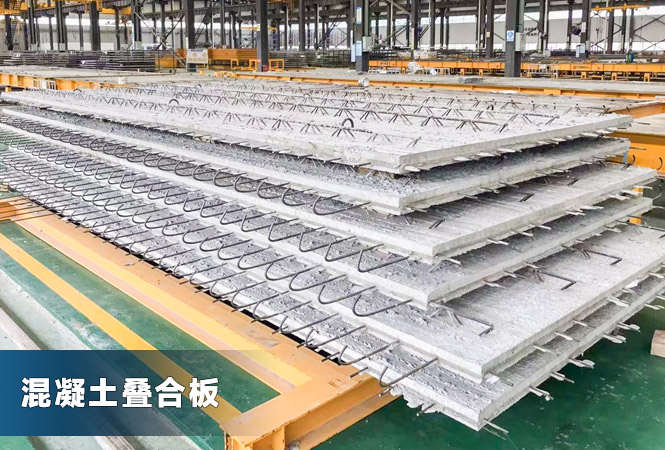
�������{��˾�A�ƯB�Ϙǰ����a(ch��n)����B
��Ҏ(gu��)�B�Ϙǰ往��ɷN��һ�N��ģ�w�Ƅ�ʽ��ˮ���������a(ch��n)��N�A�Ƙ�(g��u)��(���B�Ϙǰ�)���`�����^�ߣ������O���^�࣬Ͷ�Y�^��;��һ�N��̶�ģ�w���a(ch��n)�����Ɍ��I(y��)���a(ch��n)�B�Ϙǰ壬Ч�ʸߣ�Ͷ�Y�^�Ƅ���ˮ��ֻ����40%���ң�ռ����eС��
�̶�ģ�w���a(ch��n)���L�ȼs60-100���OӋ��ģ�w����һ���2.4��(������a(ch��n)�B�Ϙǰ匒�ȣ��L�Ȍ��ȿ��{(di��o));���OӋ2-4�l�̶�ģ�w���a(ch��n)�ܼs��15-50ƽ���ס�

���{��˾�OӋ�_�l(f��)���L���_���A�ƯB�Ϙǰ����a(ch��n)�����c���_����ģ�߹̶����ӣ���λ���I(y��)���ӡ���ˣ�ÿһ��������܉���ƄӵČ��ÙCе�M�����I(y��)��������Ϳ�͙C�������C��ģ�ߺ�䓽�Ǽ��\�͙C��������܉���\��܇������܇�ȡ����a(ch��n)�^���ɔ�(sh��)����X�O(ji��n)�أ��Cе�����I(y��)�������ˆT�١�Ч�ʸߡ�
�����B�Ϙǰ����a(ch��n)�A�ι��r�y(t��ng)Ӌ��
(1) �M�bģ��2��10~20min��ģ����ģ�_���M�нM�b�̶���
(2) ����ģ��2�˼s5min����������Óģ���Ա��C�B�ϰ����Ó�xģ�_��
(3) ����1�˼s10min���䓽��ܽ���У��A����ȡ�
(4) ����6��20~30min�M�н���䓽��ܽ�Ĺ̶��������뾀�С�
(5) ������v2�˼s10min���ƙC���M�л������ĝ�������v��
(6) Ĩƽ��ë2�˼s10min��ë���Cƽֱ������������ƽ���o��©ʯ�Ӽ����F(xi��n)��
(7) �B(y��ng)�o�o�s480min��ģ�_�ϯB�ϰ��\ݔ���B(y��ng)�o���M���B(y��ng)�o��
��ģ4�˼s10min���ģ�ߣ�����������A������
�ġ��A�ƯB�Ϙǰ����a(ch��n)����
���b��ʽ�A�Ƙ�(g��u)����Ԕ��ʩ���D����ͨ�^���A�Ƙ�(g��u)���S������M���A�ƯB�Ϙǰ�����a(ch��n)�ͼӹ����A�ƯB�Ϙǰ�����a(ch��n)�dz�������������Ҫ�M���A�Ƙ�(g��u)���Ľy(t��ng)Ӌ�cģ�ߵĽy(t��ng)Ӌ��ͬ�r���ƶ�ģ�ӹ�Ӌ�����Լ��B�ϰ����a(ch��n)Ӌ���������ڸ�헹�����Ҫ��Ĺ��ڲ�ͬ����˸�헹��̵�ģ����������(j��)�乤�̹������ƶ���ģ�ߏSؓ؟ģ�ߵ����a(ch��n)�c��գ����a(ch��n)����ģ���\�����A�Ƙ�(g��u)�����a(ch��n)���S�M���A�Ƙ�(g��u)�������a(ch��n)�ӹ����������a(ch��n)�����ь��F(xi��n)��Cе�����B�ϰ��������a(ch��n)�������̾���ģ�_���M�в�����ģ�_�¾��НL݆�����\�в��������˹����ơ�������r�£�һ��ģ�_�Ͽ������a(ch��n)4�K�A�ƯB�ϰ壬������һЩ�ߴ�ƫ��įB�ϰ�r����������ģ�_���A�ƯB�ϰ�Ĕ�(sh��)��Ҳ�����p����3�K��2�K�塣
���B(y��ng)�o�⣬���й���������ڰ����M�У���ÿ���������a(ch��n)�įB�ϰ��������B(y��ng)�Һ��A�Ƙ�(g��u)���Sҹ�g�M�л����������B(y��ng)���B(y��ng)�o�r�g��������8h����һ�K�B�ϰ����a(ch��n)����Ҫ�r�g��24h���A�Ƙ�(g��u)���S�վ����a(ch��n)�B�ϰ唵(sh��)���s��90�K��




