
䓽�������njӰ����a�����A�Ʊ��ͯB�ϰ����a����
01.�aƷҎ�a����������
1.�B�Ϙdzа����γߴ�(�LX��X��)��4500mm X 1200mm(600mm)X(15mm-25mm)(�L��������ȶ༉���{)��
2.����OӋ�a�ܣ��ξ���a150�fƽ���ס�
3.���a��ռ����e��27mX150m;��Ʒ�яS��e��8000ƽ���ס���10000ƽ���ס�
4.�Ԅӻ����ˆT���ã�����ֱ�Ӳ����ˆT9�ˡ�
02.��Ҫ��ˇ�b��
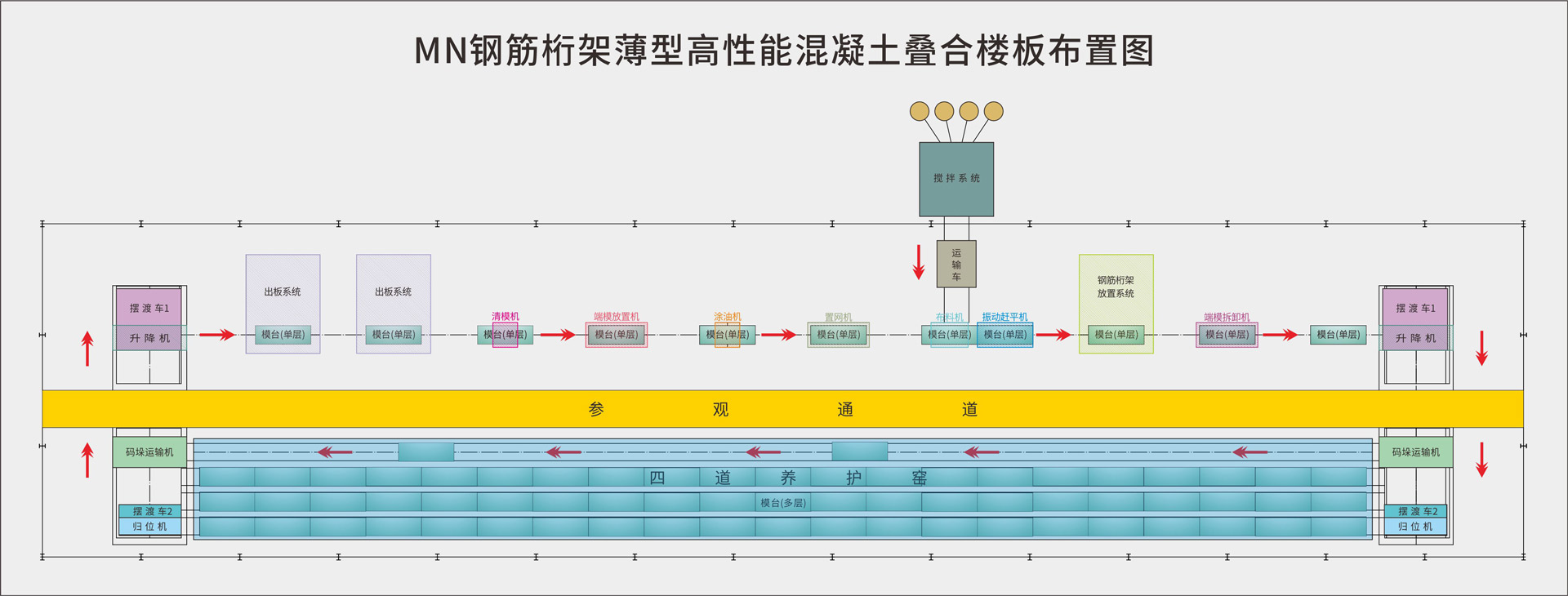
1.�������Cģ�K(����ϵ�y������ϵ�y���ԄӶ�ģϵ�y��Ϳ��ϵ�y���WƬ���W�и�ϵ�y�����ʲ���ϵ�y����ƽϵ�y(��ë��̎��)����ܶ�λ����ϵ�y)��
2.�����Ŕ���ϵ�yģ�K(�Ԅ�����Ӌ����ݔ�͡����衢�ϝ{ݔ��)��
3.�Ԅӻ��\��ģ�K(֧��ϵ�y����������(���\�п���)���a��ݔ��ϵ�y�������B�o�҄���ϵ�y)��
4.�B�oģ�K(�B�o�ҡ��ӟᲿ�֡��؝��Ԅӿ��Ɔ�Ԫ���B�o�ҸG�T�Ԅӿ��Ɔ�Ԫ)��
5.�������칤�S����+����ϵ�y(���a����ϵ�y���Ԅӻ�����ϵ�y)��
6.䓽���ܼӹ�ģ�K��
03. ���a���b�估��ˇ���������f��
���\��ϵ�y
1.������݆�M+��Ǝ��،���ģ�塱���\����ʽ��
2.�\��ϵ�y���ò���֧��݆�M������݆���\�У��ŷ����ƣ��\�з����ɿ���
3.����ģ����õͺϽ�䓰�ӌ�����䓣����OӋ���죬���ã�����׃�Σ�������߅ģ��Óģ��ݡ�
���B�o
1.���w�B�o�ң��B�o�ҿɲ��õ����B�o�ң�������B�o�ң������B�o�ҡ�
2.���w�����Ӵa��ѷ��B�o���o��a��ܡ�
���ȣ�(1400+600)X5��
�L�ȣ�4500mmX21��=94500mm
�߶ȣ�250mmX10��=2500mm
�θG���K����210�K/�G
�f�������B�o�a��錣��ģ��һ�ӯB��һ�ӣ��o������Ĵa���;
��ע
1.���ñ�ע�ɿ�ע�ϡ�ģ���\�������Ϲ�λ��ƽ�_ǰ��(�������еĞ�ǰ��)�o��ע�϶����Ա��C���ͺ�������S�������϶�����ע�ϣ����F���ʲ��ϡ�
2.ƽ�_��˲���һ�T�͝LͲʽ���L���C�����˙C����ģ���L����ˮƽ�\�ӣ��ԝL������ģ���Ϙ�����ƽ�档
3.��әC�����ƽ�C���ʶ�λ���_������`��˼��g���ҹ�˾�����аl��
����ܷ���
����ƽ�C���ģ�嘋�����M��䓽���ܷ��ù�λ���Cе�����ȷ��á����϶�λ��ܣ���ƽ�_��ӣ���������䓽����Ч���������(�ˌٯB�Ϙǰ�)��֮��ģ�嘋������a��C��
04.��Ҫ��ˇ����
��ע�Ϲ�λ��
ģ������λ���M�ЄӑB��ע+ģ�����M+����L������+���ϻ�����ע�϶���
����ܷ��ù�λ��
������ɵ�ģ�壬�ɾo���IJ��Ϲ�λ�L݆ݔ��������λ��Ȼ�������ܲ���Ӷ�λ��
���B�o���
����ܷ�����ɵ�ģ�����롰���ӡ�������Ԅ��M���B�o�G���M�����w�B�o��
�ܳ�ģ��λ��
���B�o��ɺ�ġ�ģ��+���������Ƴ�����ɳ�ģ��
������ϵ�y��ץ��ģ��+��������Ó��ģ�匢�����a�⣬֮���ٌ�ģ���D�\��ע�Ϲ�λ�����ѭ�h��
05.�����aƷ����
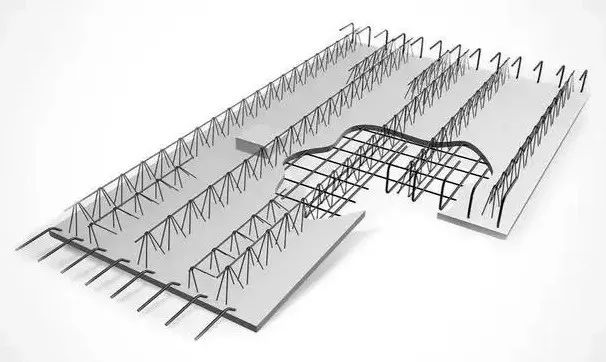
�B�Ϙǰ�
䓽���ܱ������ܻ������B�Ϙǰ�����䓽���ܡ�1.5-2.5cm�A�ƻ������ӽM�ɵįB�Ϙǰ塣ʩ���A����䓽���ܺ͵ײ��������γ����w֧���wϵ�����ܝ��������ʩ�����d���o������ģ��֧�Σ�������������ɺ�䓽��������ǰ�ʹ���A�ε�����䓽����ʹ���A�κ��d���ײ�������������ڿ���ֱ���b��b�ޡ�
�پ��Џ��ȸߣ��g�Ժ�
1.���ø����ܻ���������װ壬���_�ѡ�
�����a�ɱ���
1.���a���Ԅӻ��̶ȸߣ��\�гɱ��ͣ�����a150�fƽ��;
2.�aƷ�����p�������a���\ݔ�����b�����b��֧�θ��h�����Ȃ��y�B�Ϙǰ�pʡ�ɱ���
��ʩ���ɱ���
1.һ�οɵ��b���K����ʡ�r�g;
2.���˰��bЧ�ʸ�;
3.֧���٣�2-3�ɟo֧��;
4.�װ屡���F���_�����㡣
���g�ӳɱ���
1.���ڸ��죬�Ȃ��y�B�Ϙǰ幝ʡ3-5�칤��;
2.��Ĩ�ң������a;
3.���ƽ���❍��ʡȥ��픵��M��;
4.�����ܻ��������ܶȸߣ������������ܣ��Һ��ڲ��_�ѣ����Bˮ��
- ��һƪ���F·���\���������A���������a��
- ��һƪ���p��ʽ��ƿ���ģ��




