
��a100�fƽʯ���������a�O��M�ɼ���ˇ�f��
�l�����ڣ�2019-08-07 16:16 ���ߣ�zzmana
ʯ��������a100�fƽ���ײ��lj����P�I��Ҫ�x��õ��O�䣬�ڽ����a�I�У�ʯ����Ʒ���J���ǭh���Ѻò��϶������ܵ���ҕ����ʯ������Ҫԭ�ϵ�ʯ����������ͻ���ă��c���õ��Ñ����Jͬ�����ڵõ� �ձ��ƏV���ã��Ј�ǰ���dz��V韣���ˣ�ʯ���������a�O��ɞ鮔ǰ�о��ğ��c֮һ��
��ʮ������ܶ�ʯ�������O������S�Һ͘������a�S�ң����]�кõĽ���Ч�档��Ҫ������@���c����ʯ������ļӹ��O�������ģ����g�����a�O�䣬�aƷ��һ��ʩ����������չ�_��ȱ�ٱ�Ҫ�����ט��������ϣ��`�r���`���F��;���Ƴ�Ʒ�c��ǰ�����wϵ��Ҫ�����Ó�������m�����ҽ���Ҏ�������Pʩ��������Ҫ��
��a100�fƽʯ�����a�O��M�ɶ�����ʲô?���a��ˇ�������ӵ�?M30ʯ���������a�������������ƙC�ӳɽM��ģ�������ˇ�Ļ��A�ϣ����M�������Mʯ���������a��ˇ�����^���g���£����Ƴ�������ʯ���������a����
��M30ʯ���������a���O��M�ɣ�
|
��̖ |
���Q |
�b�C����Kw |
���� |
��ע |
|
1 |
JS1800����C |
17.5 |
1 |
���P䓹��w�������~Ƭ���P䓲��|�������D��׃�l���g���Ԅӵ��y�������ϣ�������C���m �ݷe��1.8m3 |
|
2 |
����ƽ�_ |
|
1 |
���Ԃ� �ҷ����ṩ�����D�� |
|
3 |
����C���� |
|
1 |
�Cе���I���ƣ�������Ӌ������ |
|
4 |
����Ӌ�� |
1��8 |
1 |
������ݔ������ ���Ԃ� |
|
5 |
����ݔ�� |
|
1 |
8�� ���Ԃ� |
|
6 |
ˮӋ�� |
1.8 |
1 |
���Ԃ� |
|
7 |
��ӄ��A���� |
|
1 |
|
|
8 |
���Ϲ� |
|
2 |
|
|
9 |
ˮ�ü���· |
|
1 |
|
|
10 |
�՚≺�s�C |
|
1 |
3�� |
|
1 |
������©�{�ɽM��ģ |
9.9 |
6 |
һģ12�K��ǰ���ģҺ���_�ϣ��p�����_����ģ�Ԅӻ�λ��������|���ͺ��3000��100��600�L�ȿ��{ |
|
��ģ���岻�P䓲��| |
|
6 |
201���P� �x��� |
|
|
2 |
����Һ���Ԅӳ�о�C |
17.9 |
2 |
��Һ����վ |
|
3 |
����� |
|
5 |
���|�����P䓲��| �Aо��60mm, һ��84��������ģб�� |
|
6 |
�ư�C |
4 |
1 |
�ư壬��ģ�Cе��λ |
|
7 |
�ϰ塢����C |
9.9 |
1 |
���D���ϔn����ģ���_��Óģ����ģ��λ |
|
8 |
�ω����� |
4 |
2 |
���wҺ���ω����� |
|
10 |
�[��܇ |
4.4 |
4 |
|
��M30ʯ���������a����ˇ�f����
һ���ˆT���ţ�
����C 1��
��ע���������(100) 2��
�����܇��ģ(100) 2��
��ע���������(120) 2��
�����܇��ģ(120) 2��
������ˇ����
�Ԕ���C��ע�����ģ���ע�\�����齻�杲ע��

1̖��ģ�M
3̖��ģ�M
2̖��ģ�M
4̖��ģ�M
����������������C�����f��
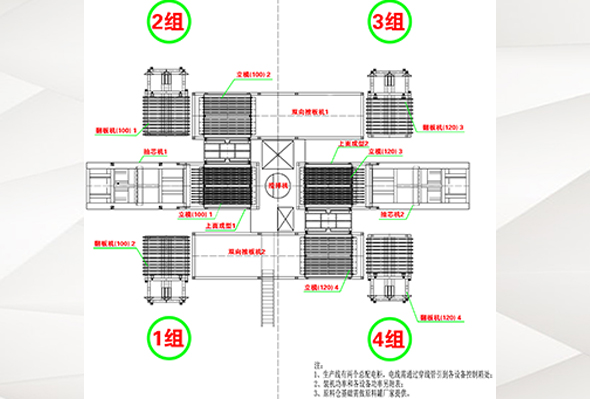
1. ��о��λ��������о�C��ɳ�о������
2. ��о��λ���ɽM��ģ�C��λ��λ��������о�C��ɴ�о�������^�����˹���о��������̎����ע��о���Ƿ�ʴ_���룬��о�ܳ��F�eλ�^�࣬������ֹͣ;���ͱM���ܾ���Ϳ����������Óģ����
3. ��ע�˹���ƽ��������ɣ��l����̖����ע���˴��_�y�T����������M�о���ע���_������ģǻ�M�ϣ��˹��o����ƽ�ϝ{��
4. ��ģͿ�ͺ�ģ���_��ģǻ����ģ���Ͳ����坍��ģǻ����eͿ�ͣ����϶�ģ��
5. �˹���W���˹����ò����w�S�W����_�����Üʴ_��
6. �ω����ͣ������M���ω����ͣ��ω����ͽY�����茦���l�M�����퇊�͡�
7. �ư巭�幤λ���ɽM��ģ�Ƅӌ�λ��ɣ������ư�C�Ƴ���ĵ�����C������C��ɽӰ�����ϔn���D����܇���߳�Ʒ���˕r�ư�C�ѵ�߅ģ����ģǻ;�˹�����ģ������Ϳ���x����
8. �ƄӳɽM��ģ��ͬ�������ƄӳɽM��ģλ�á�
9. ���蹤λ��ÿ�����Ϻ��ø߉�ˮ���_ϴ����ۣ����ϵ��y����۵�����ճ�{̎������r������������r�g���ʕr����Ӌ�������裬���^��Ӌ���ȴ�������^�甇��ȴ�������

���Ͼ�����a100�fƽʯ���������a�O��M�ɼ���ˇ�f�������{��˾���a�����Ը����͑��Ĺ�ˇ�����M�����a���SҎ�������a���OӋ�����е��O���ژ˜��O��Ļ��A�Ͽ����͑������M�ж��ƣ��gӭ�����������졣




