
�A�ƻ������b��ʽ�������a���O��
�l�����ڣ�2024-06-12 10:25 ���ߣ����{
�A�ƻ������b��ʽ�����ĺ��Ĺ�ˇ�LJ������A�����������壬�����ڹ��S���A�ƣ�Ȼ���\���F���M�b��ԓʩ�����g���p��ʩ���F���ĝ����I�������YԴ����Դ���ģ�������ȿs�̹��̽��O���ڣ������@�������Ч��ͽ���Ч�档
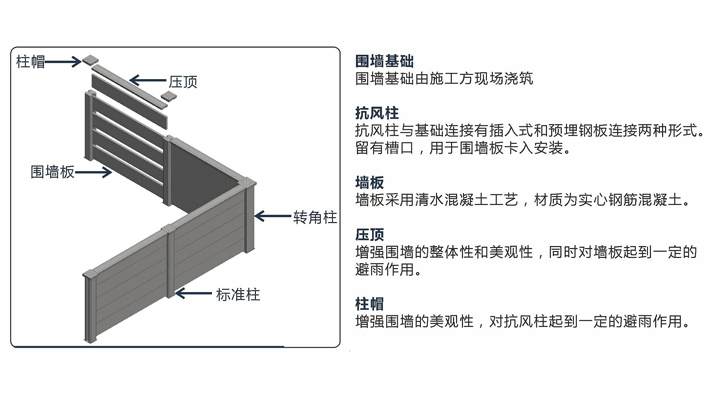
�A�ƻ������b��ʽ��������Ҫ���A�ƻ������������ڻ��A���A�ƻ������������A�ƻ��������嘋�ɡ����A�����A�ƻ������������ڻ��A��C30�����������A�g���O�B�������ι�ע����C30��ʯ������;�����������A�ƻ���������������4m������������������ߴ�400mm��320mm����3m�����ɂ��A����˨�����ڹ̶����壬�����ڻ������������ڻ��A֮�ϣ��A����������˨�ڣ����ڇ����������֮�g��˨�ӹ�;��������100mm�����K���A�ƻ������壬�c�A�ƻ���������ƥ�䣬����С�͵��C���b���c�����в��B�ӣ�����ɶ��c���L��֮�g����20mm�g�࣬�Ա�F���b��ʩ����
һ���A�ƻ������b��ʽ�������Ã���
(1)�װ��b����Ч�죬ʩ�����ڶ̡���������ʩ�����������ڹ��S���A�ơ��\���F���M�b��ƴ�b�����Ч��ʩ���ĕr�g�����������p�١�
(2)�ɳ��mʹ�õĕr�g�L���ғ����^�ߵď��ȣ�ʹ���Ժ����F�p�ģ���˛]���~��ľS���M�ã��ڑ����^���У�ƽ���ɱ��͡�
(3)�ܷ������y���Ѽy���|��ͨ���F��������|�����ڃ��ݣ������������ˮ�������Ļ����˜ʣ��������^��
(4)���ܭh�������������ö����ģ���A�ƣ��ģ�����D�Δ��࣬�F���M�b�^���л������a�����w�U���P�P�m������Ч���sˮ�YԴ��
(5)�p�لڄ�������������Ҫ�����ژ����A��܇�g���F���M�b�A���ù����^�٣����χ��ҽ������I�����ߡ�
�����A�ƻ������b��ʽ������ˇ����
��λ�ž����A�����������_�ڡ����A�ۡ��������|�ӝ������A���������b��У��������������A���������b��У�����R�r�̶�����Û��ʯ���������{�̶����B�o���A�Ɖ��尲�b��У��������������Fˇ�ڗU���b���z����ա�
�A�ƻ������b��ʽ���������O���B
�������a���a�ܼ��O�����ã�
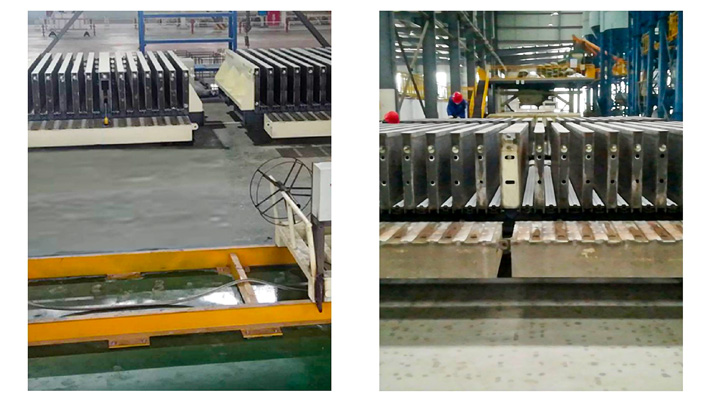
��С��:����4�_ģ��(12�K/�_)�������ׇ�����ģ�ߣ���ñģ�ߣ�����ģ�ߡ������a�ܣ�0.75��*12*4*2*300=2�f�ף��ΰ���a��1�f�ס�
���ͣ�����4�_ģ��(24�K/�_)�������ׇ�����ģ�ߣ���ñģ�ߣ�����ģ�ߡ������a�ܣ�0.75��*24*4*2*300=4�f�ף��ΰ���a��2�f�ס�
���Ҏ��0.5m-0.6m���L3m-4m����60mm-150mm������Ҏ��Ҳ�ɶ��ơ��ɸ���Ҫ����ģ�ߡ�
i. ������ģ��(�����O��)
1) ���óɽM��ģ����ˇ���͡����aЧ�ʸ�
2) ���OӋ���C�ӹ�̎����������������������
3) Һ��ϵ�y�_/��ģ�����ȶ�λ�����͇����嘋���ξ��ȸ�
4) �������rģ���g�����Ͳ�ͬ���͵ć��������
5) �����ܷ⣬��ό�����ӣ������_ԭ�{������Ʒ�|
ii. ������ģ��
1) ���ÿ�ģ��ˇ���͡�һ�����a2�K�����aЧ�ʸ�
2) ���OӋ���C�ӹ�̎����������������������
iii. ����ģ��(����ñ�����ա���픵�)
�ġ��A�ƻ������b��ʽ�������a��ˇ����
1) �ʂ乤�������b��ʽ���������O��������������ͿĨ���x����
2) �b��ģ�ߣ�ͨ�^Һ��ϵ�y��ģ���]�ϣ��_���ܷ�Ч����
3) ���������������������������ģ�߃ȣ�ͬ�r�M����
4) �����B�o���ȴ����������̣�ͨ����Ҫһ���r�g��
5) ���_ģ�ߣ�Һ��ϵ�y��ģ�ߴ��_��ȡ��������������
�A�ƻ������b��ʽ��������һ�N�µĽY����ʽ�����S�������I�����M��Խ��Խ�ܵ��gӭ��
- ��һƪ���L���l���Ͳģ�� �L늻�������Ƭģ��
- ��һƪ�����ݵ��F�ܘ���Ƭ�������a��




