
�B�ϰ����a��ˇ���̽�B �B�ϰ�ģ��
�l�����ڣ�2024-05-06 10:12 ���ߣ����{
�B�ϰ������b��ʽסլ��ˮƽ������һ�N���^���y�F���ǰ����|����ʩ���ٶȡ��h���ȷ�������^��ă��ݣ���Ҫ���F�ڹ��S���a���H���|���ѿظ���һ�I�����ҿɜp�٬F��������ģ��֧�o��䓽�����Ķ���Ч�����ˬF��ʩ������߅�h����Ӱ����ܴ�����ʩ���ٶȡ�
Ŀǰ���S���a����Ҫ�B�ϰ�ߴ���L3100mm����2000mm�����60mm�������^����280mm���L����450mm����߅����110mm��������䓽���ܺ��Ӷ��ɣ��������������r�B�ϰ��c䓽�ͻ������ڞ�һ�w������ճ���ι̵����á�

�B�ϰ�ģ��
�B�ϰ����a������U�ͽY���OӋ���B�ϰ����aʹ�õij���ģ�߲��ø߾��ȡ��߽Y�����Ȳ����Ƴɣ��_���B�ϰ�ij�Ʒ�|�������a�^���У�������ͨ�^���ϙC�������ģ���У�Ȼ���^��v�_���Ӽӹ̡���_���B�ϰ及�ȝM���OӋҪ�B�ϰ���Ҫ���^�A�B�����B̎���������M�в�Óģ���I����ģ��įB�ϰ��\������^������ш��M�д惦����ģ�_�t��Ҫ���^�����;S�o��ȴ�����ʹ�á��B�ϰ����a���O����Ҫ�е���ѭ�h݆ϵ��ģ�_�M��܇����܇�����ϙC����v�_���A�B�o�G���Ѷ�C�����w�B�o�G���߉���ϴ�C�ȡ�
�B�ϰ����a��ˇ���̽�B
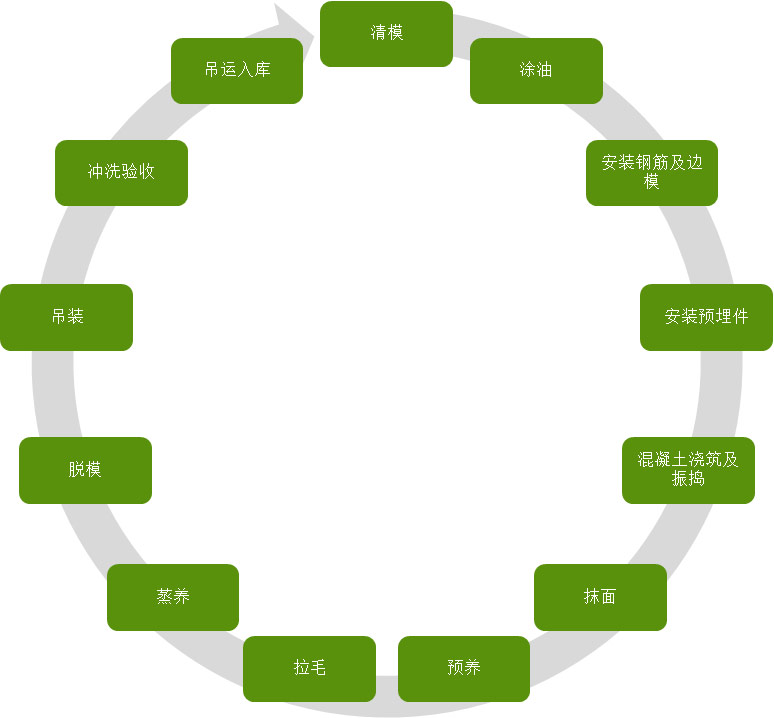
����ģ��Óģ���ģ�_�����y����������������������̵�ɰ�{�ȣ����@Щ�������M�����������U���U���M���ռ���ʹģ�_����❍����Ϳ�͵Ⱥ��m�������ʂ䡣
��Ϳ�ͣ����B�ϰ����λ�Ì�����ģ�߃Ȃ�Ϳˢ����������ģ�_��ģ���c�B�ϰ���|���M�Ї�ͿÓģ�����_���B�ϰ�Óģ���㣬���C�B�ϰ����ƽ���❍��
�۰��b䓽߅ģ�����ӹ��õ�䓽����ܽ���b��ģ�_�ϣ������D��Ҫ���M��䓽���c�Mģ���I��
�ܰ��b�A����������D��Ҫ���M������С���Ͳ��ֹˮ�����A������b�������A���^��������䓽���棬��Ҫ�M���Д��a��̎����
�ݻ�������������v���[�Ιz����ɺ��M�л�������������v�����ڝ����^����䓽ģ�ߡ��A������F׃�Ρ���λ�F��Ҫ����ֹͣ���������ڻ���������ǰ�M���{��̎������������v�ꮅ��ģ�ߡ��A����M�Џ͙z�����Нqģ��λ�ƻ�������M����ǻ�ȵĬF��Ҫ�����M��̎����
��Ĩ�棺������Ĩ�ӌ��B�ϰ��M�д�Ĩ���������������ݣ�ʹ�B�ϰ�������ƽ�����o��¶ʯ�ӣ�����o���F��
���A�B���B�ϰ��M���A�B�o�G���A�B�o�r�g1h��
����ë�����������ͺ��M���ϱ�����ë̎����ʹ�����ֲڣ��B�ϰ��ϱ��氼��Ȳ�С��4mm����߬F���r�B�ϰ�����c��������ճ�϶ȡ�
�����B���B�ϰ����ǰ�����I���ݺ��M�����w�B�o�G�M�������B�o���B�o�r�g��8h��ʹ���_����ģ�����b�ď���Ҫ��
��Óģ���B�ϰ�����B�o���M��߅ģ�����ʹ�ò�ģ���b��жģ���ϵľo���ݽz���ʼnK�ȣ����µ�ģ�߷ŵ�ָ��λ�õȴ������Ԃ��´�ʹ�á�
⑪���b���������^��������܇����B�ϰ壬ʹ֮�cģ�_���x�����B�ϰ�������_ϴ�^��
⑫�_ϴ��գ����B�ϰ�������_ϴ�^�M��ˮϴ���I���ø߉�ˮ���_ϴ�B�ϰ������γɴֲ��棬�z��B�ϰ����^�|�����o�`���M����콻�ӡ�
⑬���\��죺���z��o�`�įB�ϰ���\��죬��Ҫ���įB�ϰ��{�땺��^�M�����a��




