
�B�ϰ���ˮ�����a��ˇ���B�ϰ���ˮ���O��S�ң�
�l�����ڣ�2023-07-19 10:31 ���ߣ����{
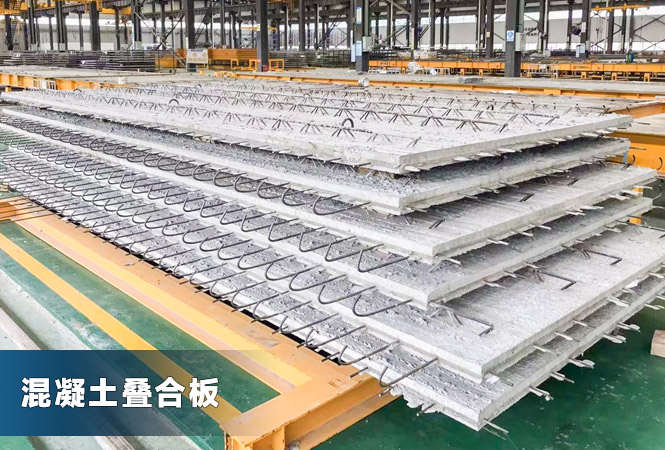
�b��ʽ�����ǰт��yʩ����������Ҫ�F��ʩ�������Ķ�N�����D׃�ɞ鹤�SҎģ�����a��Ȼ���\ݔ��ʩ���F���M�b�Ľ������ǽ����I���I���lչ����Ҫ�h��֮һ���c���yʩ����ʽ������ͬ���b��ʽ��������ʩ���|���ߡ�ʩ�����ڶ̵ȃ��c���{����������Ⱦ�Լ��ͺ��ܵ����c���V���J�ɡ�
�B�ϰ������b��ʽ�Y���е���Ҫˮƽ���������H����ͨ�^�������������ԁ���f��ֱ��ˮƽ�ĺ��d�����ҿ������ܜp�ŵ����á�ͨ�^���I�����a�įB�ϰ壬���ӝM���ˬF�����Gɫʩ��Ҫ��
���ղ�ͬ�B�ϰ���������ܲ���Ɍ���^�ֳ�һ�������Լ����������ɷN��ͬ��͵įB�ϽY����
һ�������B�ϽY������ʩ���r���Ȍ��A�Ƙ����M�а��b��Ȼ�������·��O���������ι���֧�Σ�ʩ���еĸ���d��ͨ�^�²�֧���Г��������ڝ����Ļ������M�㏊���OӋ��Ҫ��r�����ɲ��֧�β��֣��B�ϰ��������γɵđ�����B��һ�����γɵġ�
���������B�ϽY������ʩ���r���o�������²����O���֧���Oʩ���H�A�Ƙ������ɳГ�����ʩ�����d��ͬ�r�܉������������ģ�壬���ϲ��^���������Ļ������_��һ�����Ⱥ��A�Ƽ��Լ��F���������߹�ͬ�M�����w�B�ϰ棬�B�ϰ�IJ�ͬ�������γɵđ�����B�ǃɂ���ͬ���ù�ͬ����ġ�
һ���B�ϽY�����c����Щ
�B�ϽY�����c����:
(1)�B�ϰ�ֻ���ڹ��S�ȾͿ�����ɘ˜ʻ����a���Ķ����s����ʩ�����ڡ����⣬���ڲ�Ҏ�t����ģ������죬���S�A�Ƙ����İlչ�����͜p�p���������������@���ă��ݡ�
(2)�B�ϽY�����Խo�Ŀ�ijɱ����ڎ������Ч�档��Y��ʹ�øߏ���䓽�����@������䓲����ġ��ڽY����ʹ�ÿ����A�ƹ��Σ����Թ�ʡ�����������������s��ʩ���r�g���mȻ�������^�������S��ļӹ����A�ơ��\ݔ�͵��b�h�������Ŀ�Ŀ��ɱ���Ȼ���Խ���10%���ҡ�
�������{��˾�B�ϰ���ˮ�����a��ˇ��
(1)䓽�ӹ����{ֱ���и䓽��M�Sǰ��Ҫ�M�п���ԇԇ�ϸ��������X�����{ֱ�C�M��Уֱ�����D��ͨ�^�Д��C��䓽��и�ɺ��m�ߴ硣���������ӹ����䓽����䓽�Ǽܡ�
(2)��Óģ������ģ�����úú���ˮ��Óģ����

(3)����ԭ�ϣ������OӋ����䓽�Ǽܡ��A����ȷ����ڇ����^ˮ��Óģ����ģ���С���
(4)��������ӣ�������ͨ�^�ܵ��M���ԄӲ��ϙC����������ģ���ģ�_�C�ײ��O����������Ϻ����ʹ�Ȳ��o���������r�M�����_�A������A��������������r���ƻ�������ȣ��ڻ����_�����Ҫ��rֹͣ���ϡ��������ϱ����c��ģ�����豣����ͬһƽ�档
(5)��ƽ���������������ƽ���_����������Ȳ�����ģ�����أ��_���������ƽ�����o���F�����܂Ȱ������Ҫ�����Ƀ�������߅�س������ë߅��
(6)�A�B������^�͕r����ƽ��������C���Ԅӻ����a���Ԏ����B�o�G�M���B�o���B�o�G����ȼ��偠t�a�������ᣬ�B�o�ضȼs 55�棬��X�Ԅӿ��Ɯضȣ��B�o�r�g�s 8С�r�����������YӲ������Ҫ��ˮ��ˮ�����õĽY����ˮ��������Ҫ�m���ĜضȺ͝�ȡ������������ˮ�����l�^�죬�γ�Óˮ�F��ʹ���γ����z�w��ˮ���w�����ܳ��ˮ���������D���鷀���ĽY����ȱ������ճ�������Ķ����ڱ�����FƬ���۠�Ó�䣬�������F�ɿsС�Ѽy������Ҫ�����w�B�o�G���M���B�o����ˮ�������ṩ�l�������C�aƷ�|����
(7)�B�o���A�B֮�����M�О�ˮ�B�o���Mһ��Ӳ���aƷ��
(8)Óģ���Mģ�����B�o���͵Ę���ģ������������ģ��ͨ�^ģ����ߙC���������z���Ļ������������P�Ȍ������Ļ������P�£�Ȼ����ߙC�Ԏ������m�������������ռ����������ȡ������Ƀ���ģ�����Ҫ�����½M�b�����á�
(9)�z�z��Ʒ�����ϸ�Ʒ�M�����a���ϸ�ĮaƷ��졣
�������Y��
�B�ϰ�����һ�Nʩ�����㡢�ɹ��I�����a���A�Ƙ��������кܴ�İlչ������




